


点焊机
设计新颖,使用方便性能安全可靠,尤其是其完全模电容冲放电模式”因此焊点无斑痕它不仅广泛地应用于器、仪表等行业焊接不同规格不锈丝、不锈钢薄板等材料的小型零作接。高效节能,比普通交流点机节电三分之一以上。
- 产品描述
-
产品特点
设计新颖,使用方便性能安全可靠,尤其是其完全模电容冲放电模式”因此焊点无斑痕它不仅广泛地应用于器、仪表等行业焊接不同规格不锈丝、不锈钢薄板等材料的小型零作接。高效节能,比普通交流点机节电三分之一以上。



点焊(电阻焊)原理
当瞬间巨大的电流通过被焊工件时,具足够的热量在被焊工件表面产生后,被焊工件上的温度逐渐到达甚至超越该熔点,此时若被焊工件之间亦被适当的力量固定时(焊接压力),被焊工件之间会相混合,并在冷却之后形成一结合的凝固体(焊点)。Q = I2Rt
Q = 焊接产生热量
I =焊接电流
R = 接触电阻
t = 焊接时间
点焊过程中,影响焊接的要素:
在点焊过程中,除被焊工件本身的特性外,通常影响焊接的要素还有焊接电流、焊接时间、接触电阻、焊接压力,电极等点焊工艺参数的选择常是根据工件的材料和厚度,首先确定电极的端面形状和尺寸。其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。最常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时,还需进行低倍测量、拉抻试验和X光检验,以判定熔透率、抗剪强度和有无缩孔、裂等。以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。多功能焊机电源在工作时把两需要连接的焊件压紧、通电后靠CPU直接控制触发,在瞬间大量释放能量,使得两接触面产生大量的热量,迅速加热到它的熔点温度。这样,焊件就被紧紧地焊接在一起。
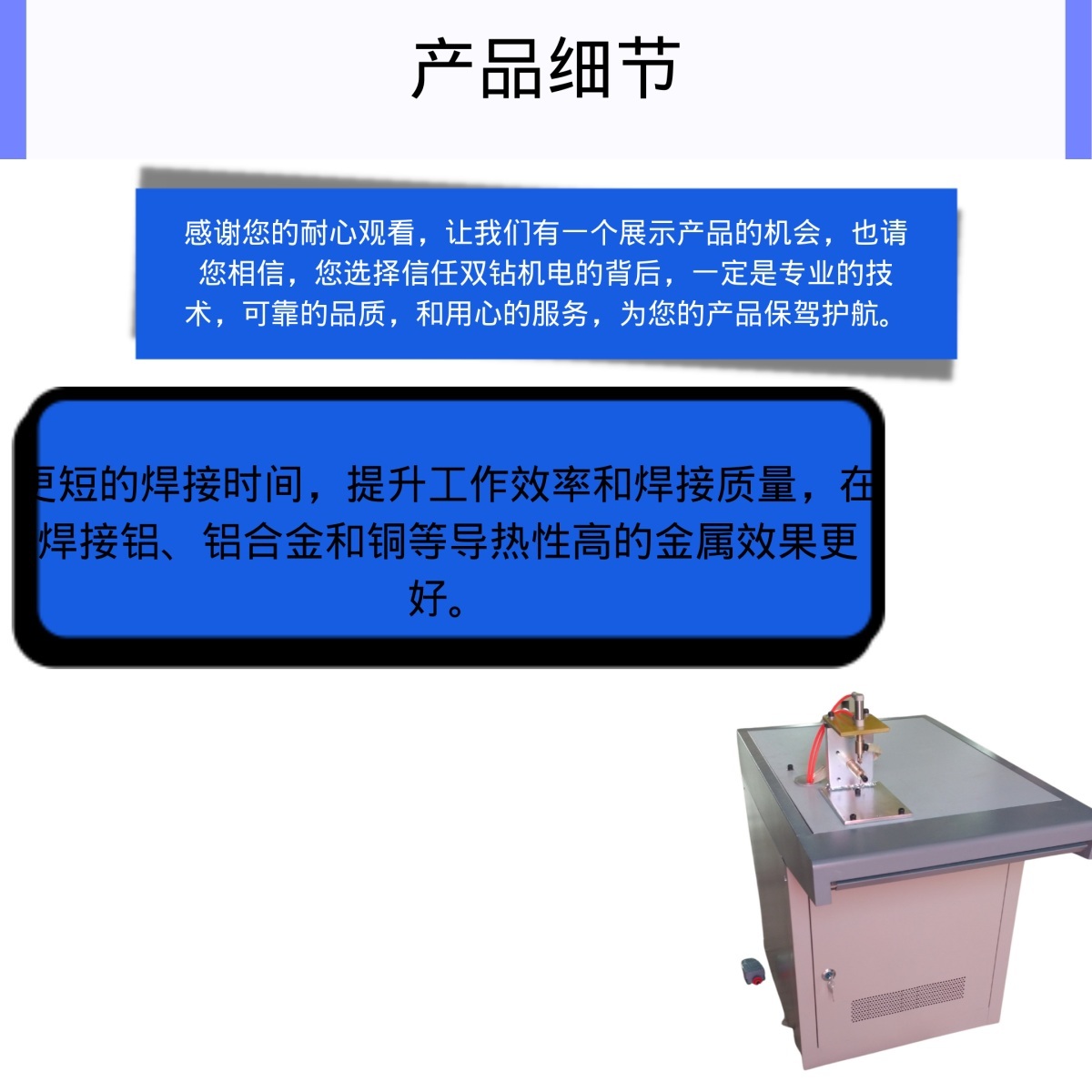
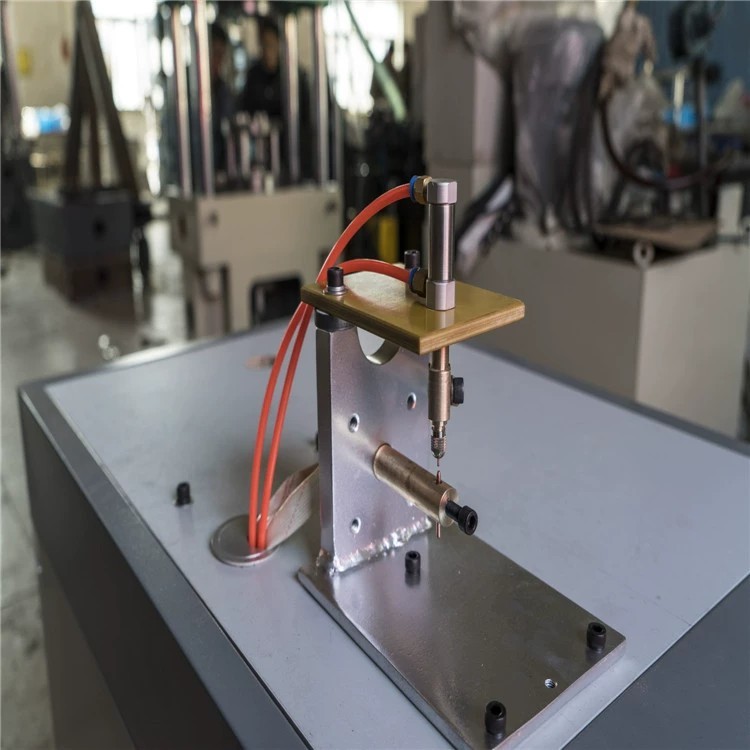
一、多功能焊机
设计新颖,使用方便,性能安全可靠,尤其是其完全模拟“电容冲放电模式”因此焊点无斑痕,它不仅广泛地应用于电器、仪表等行业焊接不同规格不锈钢丝、不锈钢薄板等材料的小型零件焊接。
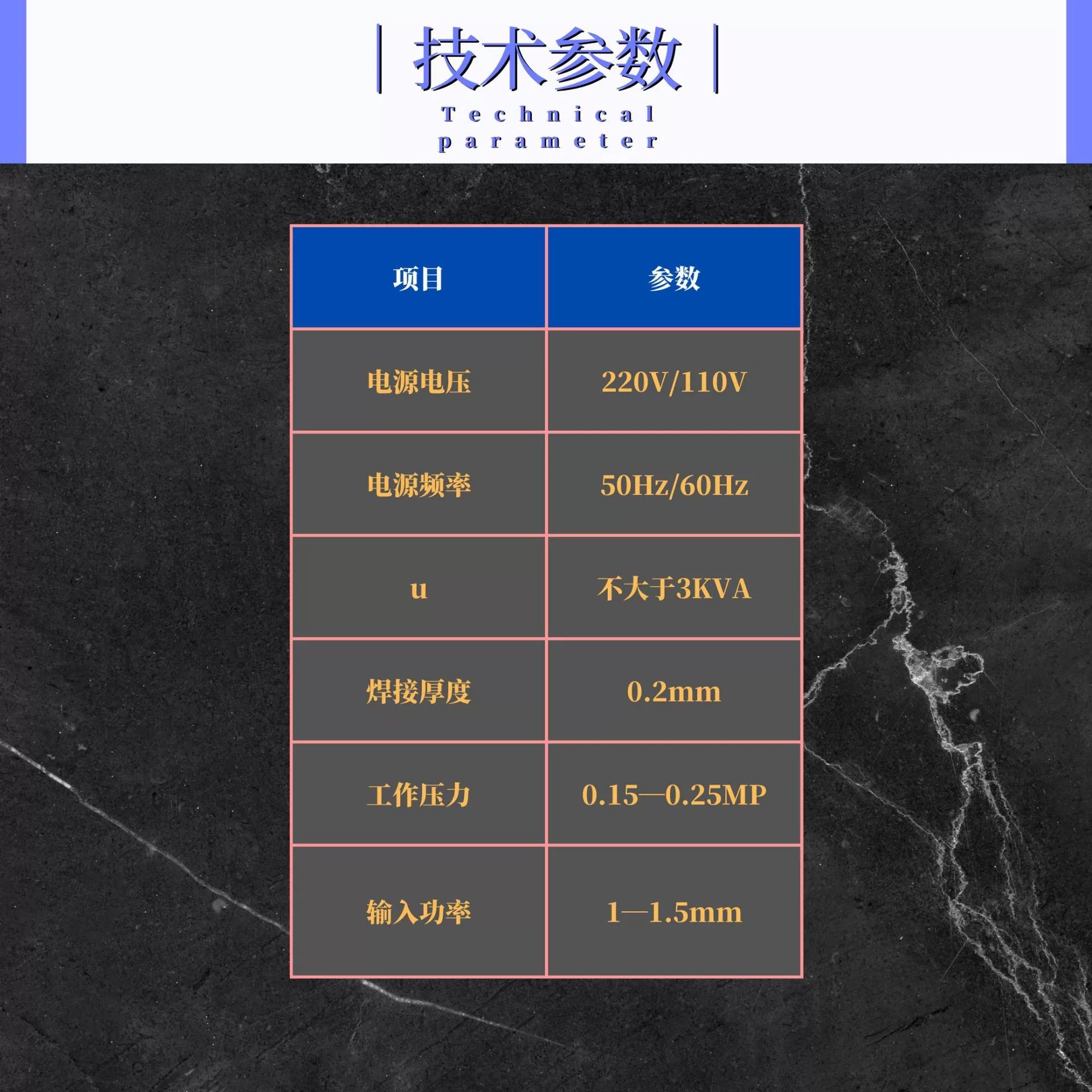
二、主要技术性能
电源电压:220V±10% /110V±10%
电源频率:50Hz/60Hz
输入功率:不大于3KVA
三、使用方法
1、焊接前先检查电极,如发现被氧化,用细砂纸将焊接点砂光。
2、接通电源,打开电源开关,仪器处于最近一次工作状态。用户可根据工作需要重新改变电流,长踏1秒脚踏开关开始工作,用户必须在仪器相应的工作状态下使用,以免误操作损坏仪器。
焊接厚度:0.2mm
工作压力:0.15-0.25Mp
焊核直径:1-1.5mm
3、点焊:
点焊时根据点焊工件的厚薄,调节按钮,将能量显示调至合适位置。双手持工件并对正,将需焊接之工件置于上、下两电极之间,即踩下脚踏开关使工件压紧焊接,待焊接完成,取下工件。如需连续焊接请持续踩下脚踏开关(连续焊接每次焊接间隔约0.3-0.5秒)。
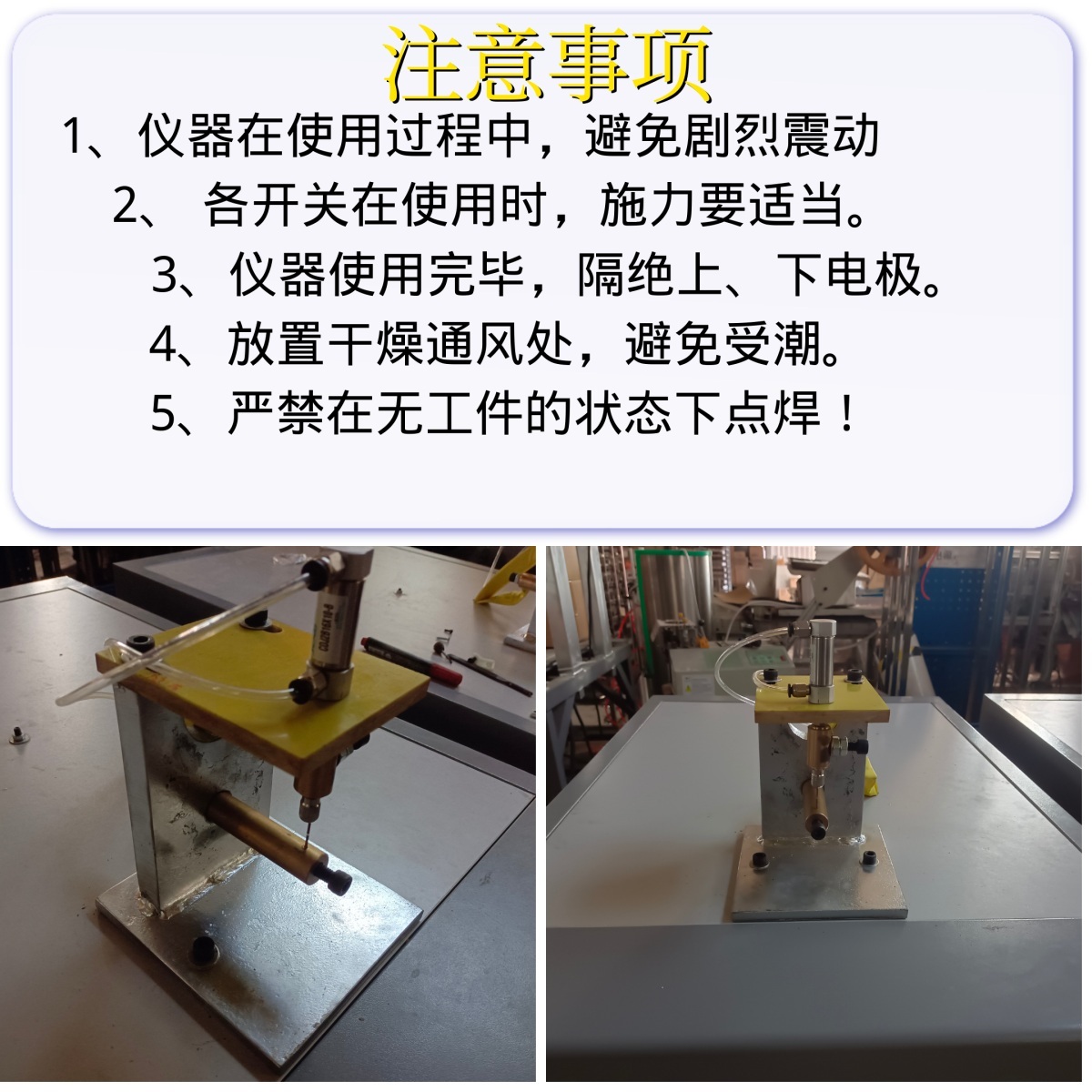
四、注意事项
1、仪器在使用过程中,避免剧烈震动。
2、各开关在使用时,施力要适当。
3、仪器使用完毕,隔绝上、下电极。
4、放置干燥通风处,避免受潮。
5、严禁在无工件的状态下点焊!
五、一般故障原因及维修
1、仪器电源不工作,保险丝熔断,换保险丝。
2、工作时不放电,检查脚踏开关、导线、电极。
3、气缸不下行,检查气源及减压阀。
六、多功能焊机组成部件(每台设备应配有)
1、主机 1台
2、3mm电极2只
3、电源线 1根
4、说明书 1份
5、保险丝管 1只(10A玻管)
6、脚控开关 1只设备更新比较快,如有与说明书不符的,请咨询厂家。
联系电话:15666852878
关键词:
留言咨询




